Introduzione alla soluzione per produrre
aria compressa cogenerando con il 90% di rendimento.
Viene illustrato il caso di un'azienda che opera nel Pet Food e che decide di installare un cogeneratore ad
aria compressa.
Analisi delle caratteristiche Tecniche:
- Sistema di produzione aria compressa con
compressore a vite accoppiato a cogeneratore
- Schema di flusso
Case History:
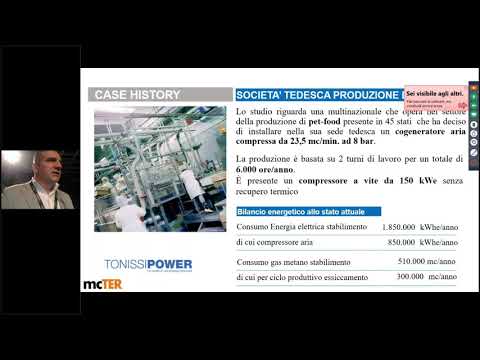
Lo studio riguarda una multinazionale tedesca che opera nel settore della produzione di pet-food, la multinazionale � presente in 45 stati e ha deciso di installare nella sede tedesca un cogeneratore ad aria compressa da 23,5 mc/min. ad 8 bar.
� presente un compressore a vite da 150kWe senza recupero termico
Consumo Energia elettrica stabilimento 1.850.000 kWhe/anno di cui compressore aria 850.000 kWhe/anno
Consumo
gas metano stabilimento 510.000 mc/anno -di cui per ciclo produttivo essiccamento 300.000 mc/anno mc/anno
Scenario n.1:
Produzione di Aria Compressa in Assetto Cogenerativo inserito in impianto con compressore senza recupero termico.
Bilancio elettrico e termico, analisi costi
Scenario n.2:
Produzione di Aria Compressa in Assetto Cogenerativo inserito in impianto con compressore con recupero termico
Bilancio termico, analisi costi
Conclusioni e analisi di sensibilit�:
Tabella riassuntiva riferita all'inserimento del cogeneratore ad aria compressa sull'impianto esistente
dotato di
compressori elettrici senza recupero termico, con la fluttuazione dell'utile di gestione in funzione della variazione delle tariffe energetiche.
 English
English




 Leggi tutto
Leggi tutto