English
English

I sistemi di controllo cuscinetti e riduttori con le tecniche HD di SPM - la diagnosi precoce nei sistemi portatili e online Industria 4.0
Luca Del Nero - DarkWave Thermo
I sistemi di controllo cuscinetti e riduttori con le tecniche HD di SPM: le tecniche piů evolute per la verifica della lubrificazione e la diagnosi precoce del guasto.
Quando si parla di sistemi di controllo di cuscinetti e riduttori e di macchinari in genere con i sistemi di analisi delle vibrazioni, spesso tra i non addetti ai lavori succedono essenzialmente due cose: o si pensa a qualche tecnica poco chiara di dubbia efficacia o si pensa che si parli di un metodo in cui un sensore poggiato su un macchinario restituisce un numero con cui dire se il macchinario sta bene oppure no.
Entrambi queste convinzioni sono fondamentalmente generaliste e non corrette perché dimenticano due aspetti essenziali: le tecniche di analisi delle vibrazioni sfruttano algoritmi piů o meno complessi e sono interpretate da uomini o sistemi di Artificial Intelligence piů o meno esperti, quando si parla di sistemi Industria 4.0.
Se perň applichiamo la tecnica errata o analizziamo i dati con algoritmi generalisti č difficile rilevare i guasti in modo precoce ed attendibile.
Il controllo della condizione dei cuscinetti volventi e degli ingranaggi, soprattutto a bassi giri, č il terreno dove č piů difficile ricavare il debolissimo segnale del danneggiamento di un componente perché questo č di solito mascherato dalla vibrazione generale del macchinario: senza speciali ed evoluti sensori ed algoritmi il segnale di un cuscinetto diventa evidente quando il danno č giŕ diventato importante.
Nella letteratura tecnica i danneggiamenti dei cuscinetti si classificano in 4 fasi differenti. Tanto prima si identifica il danneggiamento tanto prima si puň essere preparati al potenziale guasto ed alla sostituzione del componente danneggiato.
Le prime due fasi sono quelle in cui l'evoluzione procede piů lentamente, per poi progredire in modo accelerato nelle fasi 3 e 4. Noi vogliamo scoprire il danneggiamento il piů presto possibile, idealmente nella fase 1, per avere tutto il tempo necessario a seguire con attenzione l'evoluzione della condizione del guasto e pianificare la riparazione nel momento migliore per la nostra economia ed efficienza di impianto.
Se infatti sostituissimo il cuscinetto troppo presto sprecheremmo vita residua, se lo facessimo troppo tardi avremmo un guasto evitabile.
Negli anni si sono sviluppate svariate tecniche di diagnostica per rilevare precocemente i danni nei cuscinetti e negli ingranaggi: tra le piů note troviamo il metodo ad alta frequenza SPM e le tecniche di Enveloping.
Il metodo SPM sfrutta la percezione delle onde d'urto che si verificano nelle frequenze tipiche degli ultrasuoni, in particolare attorno ai 32 kHz, dove č possibile capire in modo accurato la condizione di lubrificazione del cuscinetto e la presenza di "urti" dovuti a contatti casuali tra superfici discriminandoli da quelli dovuti invece a danneggiamenti su piste e superfici volventi. Per fare questo il metodo SPM HD utilizza una sonda specifica con un sensore sensibile esclusivamente agli "impulsi di shock", che elimina automaticamente le vibrazioni a piů bassa frequenza del macchinario perché risuona in modo preciso e calibrato solo quando č sollecitato da questi impulsi;
le tecniche di Enveloping (inviluppo) funzionano in un modo un po' diverso perché utilizzano accelerometri che acquisiscono una banda di frequenze molto piů larga e filtri che sono capaci di separare i piccolissimi segnali causati dal danneggiamento dei cuscinetti dalla vibrazione generale del macchinario. Nei sistemi ad inviluppo č l'unione del sensore, del suo fissaggio al macchinario, sommato agli algoritmi di campionamento e di analisi che rendono il sistema piů o meno capace di scovare precocemente e precisamente il piccolo danneggiamento del cuscinetto o dell'ingranaggio.
Nel corso degli anni SPM Instrument ha portato a livelli estremamente evoluti entrambi i metodi per renderli particolarmente sensibili, soprattutto sulle macchine che ruotano a bassi e bassissimi giri.
Il primo metodo sfrutta quindi il sensore SPM brevettato che nasce per captare le onde ultrasonore nei materiali solidi, specificatamente quando utilizzato come sonda ad appoggio manuale (anche se ne esistono versioni da installare in modo fisso). Qui il sensore č l'elemento fondamentale per la catena di misura.
Nel caso degli algoritmi HD ENV utilizzati per il metodo di inviluppo ad alta definizione la catena di elaborazione dei segnale diventa ancora piů importante, perché la misura si effettua con un accelerometro con banda di acquisizione ampia. Se per la misurazione portatile si utilizza un accelerometro apposito, diverso dalla sonda di Shock Pulse, per i sistemi fissi SPM Instrument ha creato il sensore combinato DuoTech, capace di assolvere entrambe le funzioni di analisi ultrasonica e di vibrazione a larga banda.
Questo metodo di inviluppo da un lato rende il processo di analisi un po' piů complicato, tuttavia permette di utilizzare filtri diversi per effettuare analisi capaci di evidenziare il danneggiamento a vari livelli, anche con diverse velocitŕ di rotazione: proprio i diversi parametri di analisi, di uso semplice ed efficace, permettono di esaltare i segnali ricavati dagli accelerometri per generare dati cristallini capaci di evidenziare anche le piů piccole anomalie ed urti causati dai danneggiamenti.
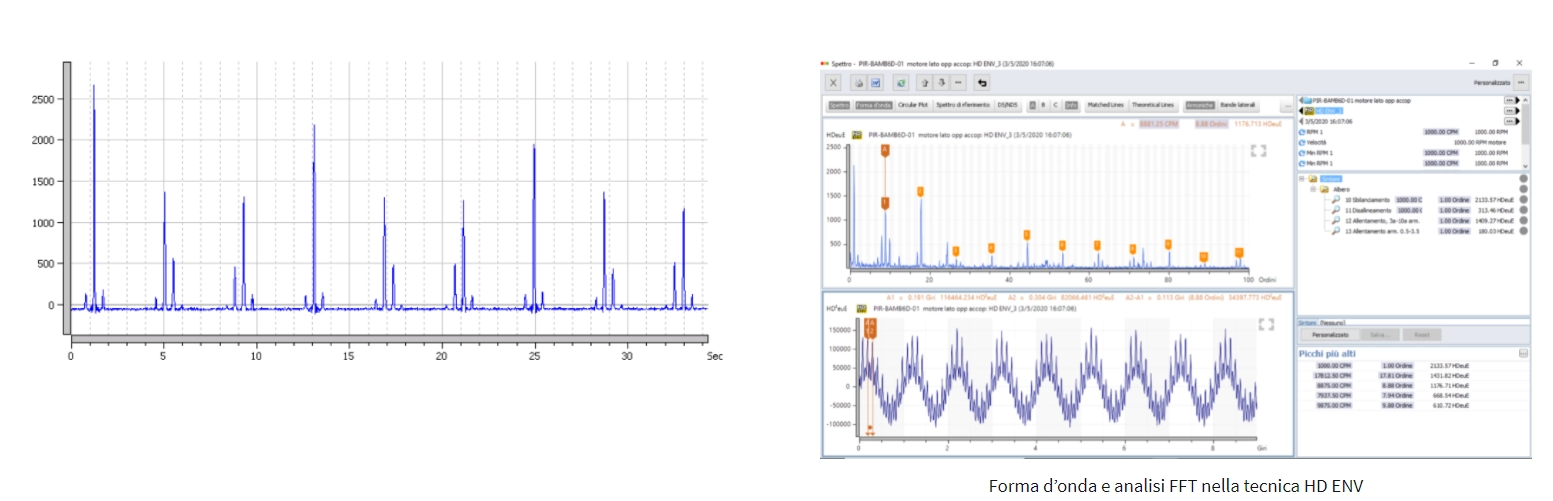
Nelle immagini qui allegate sono visibili grafici di forma d'onda e di spettro su danneggiamenti di cuscinetti ricavati da macchine che operano a diverse velocitŕ di rotazione. I metodi HD permettono di rilevare la presenza di anomalie anche su alberi che ruotano a 1 RPM (UN giro al minuto) o anche quando i tempi di acquisizione sono limitatissimi e permettono di registrare i segnali del sistema solo per pochissimi secondi (ad esempio sul riduttore di una gru o nei riduttori delle gabbie di laminazione dell'acciaio o dell'alluminio).
I due metodi diagnostici SPM HD ed HD ENV possono contare inoltre su algoritmi di intensificazione dei sintomi e di eliminazione dei falsi segnali:
gli algoritmi di intensificazione dei sintomi cercano anomalie ripetitive nei segnali acquisiti, per intensificali e renderli meglio visibili sia nello spettro che nella forma d'onda. In tal modo č possibile esaltare i tipici segnali dati da cuscinetti ed ingranaggi. Diversamente dagli algoritmi TSA (Time Synchronous Averaging) vengono esaltati sia eventi multipli sincroni della velocitŕ di rotazione (tipici degli ingranaggi) che eventi asincroni (tipici dei cuscinetti);
gli algoritmi di eliminazione dei falsi segnali verificano, da un punto di vista statistico, che eventuali segnali casuali non dipendenti dal reale danneggiamento vengano eliminati nella valutazione generale delle anomalie per non creare confusione.
Il tutto viene gestito con il software Condmaster Ruby® che applica le stesse logiche ed architetture sia per l'acquisizione di dati mediante ronde con strumenti portatili che con sistemi fissi Industria 4.0.
Proprio il software rappresenta il cervello dei sistema di acquisizione e diagnosi: nel software si impostano le varie tecniche di analisi delle vibrazioni con i parametri specifici per l'analisi dei cuscinetti e l'analisi dei riduttori o di ogni altro macchinario.
Il software restituirŕ l'indicazione della condizione rilevata in ogni punti di misura, visibile con la classica indicazione nei colori verde/giallo/rosso.
Per ogni tecnica di misura sarŕ poi possibile effettuare l'analisi di dettaglio dello spettro rilevato con indicazione suggerita dei possibili sintomi rilevati. E' importante ricordare che la verifica ultima del dato spetta al tecnico esperto poiché il software, seppure di grandissimo aiuto, non ha la competenza e la conoscenza di un tecnico esperto che dovrŕ in ogni caso prendere la decisione finale.
Entrambi queste convinzioni sono fondamentalmente generaliste e non corrette perché dimenticano due aspetti essenziali: le tecniche di analisi delle vibrazioni sfruttano algoritmi piů o meno complessi e sono interpretate da uomini o sistemi di Artificial Intelligence piů o meno esperti, quando si parla di sistemi Industria 4.0.
Se perň applichiamo la tecnica errata o analizziamo i dati con algoritmi generalisti č difficile rilevare i guasti in modo precoce ed attendibile.
Il controllo della condizione dei cuscinetti volventi e degli ingranaggi, soprattutto a bassi giri, č il terreno dove č piů difficile ricavare il debolissimo segnale del danneggiamento di un componente perché questo č di solito mascherato dalla vibrazione generale del macchinario: senza speciali ed evoluti sensori ed algoritmi il segnale di un cuscinetto diventa evidente quando il danno č giŕ diventato importante.
Nella letteratura tecnica i danneggiamenti dei cuscinetti si classificano in 4 fasi differenti. Tanto prima si identifica il danneggiamento tanto prima si puň essere preparati al potenziale guasto ed alla sostituzione del componente danneggiato.
Le prime due fasi sono quelle in cui l'evoluzione procede piů lentamente, per poi progredire in modo accelerato nelle fasi 3 e 4. Noi vogliamo scoprire il danneggiamento il piů presto possibile, idealmente nella fase 1, per avere tutto il tempo necessario a seguire con attenzione l'evoluzione della condizione del guasto e pianificare la riparazione nel momento migliore per la nostra economia ed efficienza di impianto.
Se infatti sostituissimo il cuscinetto troppo presto sprecheremmo vita residua, se lo facessimo troppo tardi avremmo un guasto evitabile.
Negli anni si sono sviluppate svariate tecniche di diagnostica per rilevare precocemente i danni nei cuscinetti e negli ingranaggi: tra le piů note troviamo il metodo ad alta frequenza SPM e le tecniche di Enveloping.
Il metodo SPM sfrutta la percezione delle onde d'urto che si verificano nelle frequenze tipiche degli ultrasuoni, in particolare attorno ai 32 kHz, dove č possibile capire in modo accurato la condizione di lubrificazione del cuscinetto e la presenza di "urti" dovuti a contatti casuali tra superfici discriminandoli da quelli dovuti invece a danneggiamenti su piste e superfici volventi. Per fare questo il metodo SPM HD utilizza una sonda specifica con un sensore sensibile esclusivamente agli "impulsi di shock", che elimina automaticamente le vibrazioni a piů bassa frequenza del macchinario perché risuona in modo preciso e calibrato solo quando č sollecitato da questi impulsi;
le tecniche di Enveloping (inviluppo) funzionano in un modo un po' diverso perché utilizzano accelerometri che acquisiscono una banda di frequenze molto piů larga e filtri che sono capaci di separare i piccolissimi segnali causati dal danneggiamento dei cuscinetti dalla vibrazione generale del macchinario. Nei sistemi ad inviluppo č l'unione del sensore, del suo fissaggio al macchinario, sommato agli algoritmi di campionamento e di analisi che rendono il sistema piů o meno capace di scovare precocemente e precisamente il piccolo danneggiamento del cuscinetto o dell'ingranaggio.
Nel corso degli anni SPM Instrument ha portato a livelli estremamente evoluti entrambi i metodi per renderli particolarmente sensibili, soprattutto sulle macchine che ruotano a bassi e bassissimi giri.
Il primo metodo sfrutta quindi il sensore SPM brevettato che nasce per captare le onde ultrasonore nei materiali solidi, specificatamente quando utilizzato come sonda ad appoggio manuale (anche se ne esistono versioni da installare in modo fisso). Qui il sensore č l'elemento fondamentale per la catena di misura.
Nel caso degli algoritmi HD ENV utilizzati per il metodo di inviluppo ad alta definizione la catena di elaborazione dei segnale diventa ancora piů importante, perché la misura si effettua con un accelerometro con banda di acquisizione ampia. Se per la misurazione portatile si utilizza un accelerometro apposito, diverso dalla sonda di Shock Pulse, per i sistemi fissi SPM Instrument ha creato il sensore combinato DuoTech, capace di assolvere entrambe le funzioni di analisi ultrasonica e di vibrazione a larga banda.
Questo metodo di inviluppo da un lato rende il processo di analisi un po' piů complicato, tuttavia permette di utilizzare filtri diversi per effettuare analisi capaci di evidenziare il danneggiamento a vari livelli, anche con diverse velocitŕ di rotazione: proprio i diversi parametri di analisi, di uso semplice ed efficace, permettono di esaltare i segnali ricavati dagli accelerometri per generare dati cristallini capaci di evidenziare anche le piů piccole anomalie ed urti causati dai danneggiamenti.
Nelle immagini qui allegate sono visibili grafici di forma d'onda e di spettro su danneggiamenti di cuscinetti ricavati da macchine che operano a diverse velocitŕ di rotazione. I metodi HD permettono di rilevare la presenza di anomalie anche su alberi che ruotano a 1 RPM (UN giro al minuto) o anche quando i tempi di acquisizione sono limitatissimi e permettono di registrare i segnali del sistema solo per pochissimi secondi (ad esempio sul riduttore di una gru o nei riduttori delle gabbie di laminazione dell'acciaio o dell'alluminio).
I due metodi diagnostici SPM HD ed HD ENV possono contare inoltre su algoritmi di intensificazione dei sintomi e di eliminazione dei falsi segnali:
gli algoritmi di intensificazione dei sintomi cercano anomalie ripetitive nei segnali acquisiti, per intensificali e renderli meglio visibili sia nello spettro che nella forma d'onda. In tal modo č possibile esaltare i tipici segnali dati da cuscinetti ed ingranaggi. Diversamente dagli algoritmi TSA (Time Synchronous Averaging) vengono esaltati sia eventi multipli sincroni della velocitŕ di rotazione (tipici degli ingranaggi) che eventi asincroni (tipici dei cuscinetti);
gli algoritmi di eliminazione dei falsi segnali verificano, da un punto di vista statistico, che eventuali segnali casuali non dipendenti dal reale danneggiamento vengano eliminati nella valutazione generale delle anomalie per non creare confusione.
Il tutto viene gestito con il software Condmaster Ruby® che applica le stesse logiche ed architetture sia per l'acquisizione di dati mediante ronde con strumenti portatili che con sistemi fissi Industria 4.0.
Proprio il software rappresenta il cervello dei sistema di acquisizione e diagnosi: nel software si impostano le varie tecniche di analisi delle vibrazioni con i parametri specifici per l'analisi dei cuscinetti e l'analisi dei riduttori o di ogni altro macchinario.
Il software restituirŕ l'indicazione della condizione rilevata in ogni punti di misura, visibile con la classica indicazione nei colori verde/giallo/rosso.
Per ogni tecnica di misura sarŕ poi possibile effettuare l'analisi di dettaglio dello spettro rilevato con indicazione suggerita dei possibili sintomi rilevati. E' importante ricordare che la verifica ultima del dato spetta al tecnico esperto poiché il software, seppure di grandissimo aiuto, non ha la competenza e la conoscenza di un tecnico esperto che dovrŕ in ogni caso prendere la decisione finale.
Fonte: Articolo ANALISI DELLE VIBRAZIONI sito DarkWave Thermo
Settori: Automazione industriale, Componenti meccanici, Diagnostica, predittiva, monitoraggio, Lubrificazione, Manutenzione industriale, Manutenzione meccanica, Meccanica, Sistemi di controllo, Sistemi di monitoraggio e supervisione industriale, Strumentazione industriale
Mercati: Meccanica
Parole chiave: Analisi vibrazioni, Cuscinetti, Lubrificazione industriale, Manutenzione Predittiva, Sistemi di controllo, Sistemi di monitoraggio